
Waste Management Companies in the UAE: How They Support Eco-Friendly Living

Living sustainably is no longer a distant ideal in the UAE. It is becoming a daily priority for families, businesses, and even entire communities. The country has set ambitious environmental goals, and the part played by waste management companies in the UAE has never been more critical. From cutting-edge upcycling technology to advanced oil water separation systems, these companies are shaping a cleaner, healthier future. But how exactly do they support eco-friendly living, and why do their solutions matter more today than ever before? This guide explains everything clearly, helping you understand the impact, the innovations, and how you can help create a greener future. The Changing Face of Waste Management in the UAE For years, waste disposal in the region followed a traditional path: collect, transport, dump. But times have changed. The UAE now aims to divert 75% of waste from landfills by 2025, pushing companies to innovate in every area of waste management. A Shift from Disposal to Circular Economy Companies today focus on systems that close the loop instead of continuing the old “take-make-waste” model. This shift aligns with the UAE’s nationwide vision for a circular economy where products, materials, and resources are reused for as long as possible. Best Pick’s Circular Economy and End-of-Waste solutions, featured on their website, turn materials back into production cycles, minimizing the strain on natural resources. Their approach exemplifies how modern, sustainable waste management can be implemented effectively. Why This Shift Matters to You If you are a homeowner, you benefit from cleaner neighborhoods. If you run a business, you comply with regulations and reduce waste-handling costs. And if you care about the environment, you help protect the UAE’s future. Key Technologies Transforming Waste Handling Across the UAE Innovation is the heart of today’s waste management in the UAE. Modern companies no longer rely solely on manual sorting or basic recycling systems. Instead, they use technology that boosts efficiency, keeps public spaces clean, and minimizes harmful environmental impacts. Oil Water Separation Systems: Cleaner Water, Cleaner Operations Whether it is automotive workshops, factories, or food-processing plants, many industries deal with wastewater contaminated by oil. Advanced oil water separation units ensure pollutants are removed before water is released or reused. For example: A manufacturing plant in Abu Dhabi reduced its wastewater contamination levels by nearly 85% after installing automated separation equipment. Car service centers in Dubai now use these systems to prevent oil discharge into municipal drains. Cleaner water benefits the environment and protects businesses from heavy penalties. Upcycling Technology: Turning Waste into Value One of the most exciting developments in the sector is upcycling technology. Instead of breaking materials down to create lower-value products, upcycling turns waste into items of equal or greater quality. Popular examples include: Construction debris turned into decorative building blocks Plastic waste converted into furniture for parks Scrap wood transformed into interior design pieces This growing trend supports a smarter solution to waste management because it gives new life to materials that would otherwise end up in landfills. Automated Sorting and Smart Bins Smart bins used in communities like Masdar City help sort waste automatically and notify collection teams when they are full. This reduces unnecessary trips, fuel use, and operational inefficiencies. How Waste Management Companies Support Eco-Friendly Living Every Day We often think of waste management as trucks and landfills, but the truth is far more inspiring. Behind the scenes, companies are actively shaping sustainable living at home, in schools, at work, and even in public spaces. Residential Impact Waste collection in residential communities is now cleaner and more organized than ever. Companies provide: Segregated bins for recyclables Door-to-door collection systems Awareness campaigns for families These simple steps help residents adopt eco-friendly habits without major lifestyle changes. Corporate and Industrial Impact Businesses rely on structured solutions like: Hazardous waste collection Industrial recycling On-site oil water separation Tailored waste management solutions for factories and logistics hubs When companies handle waste responsibly, they reduce pollution and improve their sustainability footprint. Community Education and Awareness From school recycling programs to public awareness drives, waste firms help communities understand the importance of sustainable waste practices. These initiatives often lead to visible improvements, such as: Lower littering rates Higher recycling turnout Smarter energy use Eco-friendly living starts with awareness, and these companies ensure that the message reaches everyone. Real-World Success Stories in the UAE You might wonder, “Does all this effort truly make a difference?” The answer is yes, and here are some clear examples. Dubai’s Smart Waste System Dubai Municipality introduced a smart waste collection system that reduced fuel consumption by 40% through optimized routes and sensor-enabled bins. This project shows how technology directly supports sustainability. Abu Dhabi’s Waste-to-Energy (WtE) Facility The region’s largest WtE plant converts waste into electricity that powers thousands of homes. This not only keeps waste out of landfills but also lowers carbon emissions, making it a powerful solution to waste management. Best Pick Energy’s Circular Approach Companies like Best Pick focus on transforming waste streams into reusable resources. Their systems revolve around efficient recycling, upcycling technology, and sustainable export practices. This reinforces their commitment to a cleaner UAE by reducing environmental impact and resource dependency. Why Choosing the Right Waste Management Partner Matters Not all service providers offer the same level of insight, technology, and compliance. Working with a trusted company ensures: Environmental safety Regulatory compliance Cost-effective operations Long-term sustainability benefits Whether you’re a homeowner or a business owner, choosing a partner who understands waste management in the UAE makes eco-friendly living much easier. Look for companies that: Use modern oil water separation systems Offer innovative waste management solutions Prioritize upcycling technology Support community education Align with the UAE’s sustainability laws The right partner does more than collect waste. They help you build a greener future. It’s Time to Be Part of the UAE’s Sustainability Movement Eco-friendly living is not a trend in the UAE. It is a necessity. With advanced waste management, innovative technologies, and national sustainability goals, every individual and business can contribute
What Is a Mechanical Valve? Types, Functions & Industrial Applications Explained

Controlling the flow of oil, gas, or chemicals in pipelines is critical for safety, efficiency, and productivity. This is where mechanical valves come in, small devices that have a big impact on industrial operations. From regulating flow to preventing backflow and ensuring smooth process control, these valves are essential across industries such as oil and gas, chemicals, and water treatment. In this blog, we’ll explore what mechanical valves are, their main types, functions, industrial applications, and how to choose the right mechanical valve supplier for your operations. What Is a Mechanical Valve? A mechanical valve is a device that opens, closes, or controls the flow of liquids or gases in a system. Unlike digital devices, these valves rely on mechanical components such as discs, balls, or gates to control flow. The main purposes of mechanical valves are: Start or stop flow: like an on/off switch Regulate flow: to control the speed or amount of fluid Prevent backflow: stopping fluid from moving the wrong way Automation: allowing remote or programmed control Mechanical valves are critical in industries where safety, efficiency, and precision matter. One wrong valve can lead to costly downtime or accidents. Common Types of Mechanical Valves Check Valves: Function & Design: Check valves, also known as non-return valves, automatically permit fluid flow in one direction and close to prevent backflow. They are often designed with a hinged disc (swing check), a ball (ball check), or a spring-loaded piston. Industrial Applications: Pump discharge lines (to protect against reverse flow) Steam and condensate systems Chemical and wastewater processing Why They Matter: Preventing reverse flow is critical, it can otherwise lead to water hammer, equipment failure, or contamination. Reliable check valve suppliers will provide high-quality check valves that protect your systems and ensure long-term operational safety. Supplier Considerations: When vetting check valve suppliers, look for firms that provide a variety of designs (swing, lift, dual-plate) and materials, and that have a proven track record in your sector. Ball Valves Key Features: Uses a hollow, perforated ball that rotates 90° to open/close. Provides a tight shut-off and seals reliably. Minimal pressure drop at full valve opening. Common Uses: Oil & gas pipelines Chemical storage systems HVAC, water, and gas distribution Advantages & Real-World Insight: Ball valves are fast to operate and require minimal maintenance, making them perfect for systems that need quick isolation or a tight seal under pressure. When sourcing from reliable ball valve suppliers, you ensure high-quality performance and long-lasting durability for your operations. Choosing the Right Supplier: Ball valve suppliers typically offer a wide range, from simple 2‑piece floating ball valves to more complex trunnion-mounted or 3‑way designs. For projects in the UAE, local suppliers like Ali Yaqoob Trading provide API- and ASME-compliant ball valves across multiple types. Butterfly Valves: Design & Operation: A butterfly valve features a flat disc mounted on a central shaft that rotates 90°. This rotation either fully opens the valve to allow flow or closes it to restrict it. Why Choose Butterfly Valves: Lightweight and compact, they take up less space compared to gate or globe valves. It can be actuated manually, electrically, or pneumatically. Cost-effective for large-diameter pipelines. Where They Fit: Water treatment and distribution HVAC and large-scale air handling Oil, gas, and chemical lines where space and actuation matter Butterfly Valve Suppliers Tips: When choosing butterfly valve suppliers, look for options like wafer, lug, or high-performance double/triple-offset designs. Select based on your system’s pressure requirements, desired leak-tightness, and long-term durability. Gate Valves: How They Work: Gate valves regulate flow by moving a flat or wedge-shaped “gate” up or down within the pipeline. When fully open, the gate retracts completely, allowing fluid to pass with minimal resistance and ensuring unobstructed flow. Ideal Applications: Isolation in high-pressure pipelines (oil & gas) Steam or condensate sections where throttling is not required Large-diameter water or chemical lines Supplier Considerations (UAE): Choose gate valve suppliers who understand local standards and operational requirements. For instance, Best Pick Energy in the UAE offers a comprehensive range of gate, ball, and check valves, supported by local inventory, technical expertise, and reliable after-sales service. Control Valves: What They Do: Control valves are the “brains” of the flow system. Unlike on/off valves, they modulate flow, responding to signals (pneumatic, electric, or hydraulic) from a control system to maintain variables like pressure, temperature, or level. Types: Globe control valves Control ball valves Butterfly control valves Performance Impact: Well-designed control valves enable smooth process control, avoid oscillations, and reduce energy waste. Choosing Suppliers: When working with control valve suppliers, look for companies offering actuators, positioners, and tuning support to ensure their valves integrate into your automation architecture. Advanced Valve Automation Solutions for Industrial Systems Mechanical valves paired with valve automation solutions bring huge value: Remote operation: Actuators allow you to control valves without manual intervention. Feedback & diagnostics: Modern automated valves support position feedback, health monitoring, and predictive maintenance. Safety: In hazardous environments, automation reduces risk by minimizing manual handling. A supplier who offers both physical valves and automation gear helps you avoid compatibility issues and simplifies installation and maintenance. Why Different Valves Are Needed Choosing the right valve depends on your needs. Here’s a simple guide: Speed vs Precision: Ball valves are quick, while control valves are precise. Size & Space: Butterfly valves fit large pipelines with limited space. Pressure & Temperature: Gate valves handle high-pressure and high-temperature systems. Working with reliable suppliers of check valves, ball valves, butterfly valves, gate valves, and control valves ensures you get the right valve for your system. Instrumentation Valves in Dubai Why They Matter: Instrumentation valves are compact, precision-engineered devices essential for accurate measurement and control in industrial systems. They regulate flow to instruments such as pressure transmitters, ensuring safe, reliable, and precise operation. Common Types & Applications: Needle valves: Provide fine control for precise instrument calibration. Gauge valves: Enable safe isolation of pressure gauges during maintenance or testing. Manifold valves: Support differential pressure transmitters and complex measurement setups. In Dubai and across the UAE, sourcing
A Complete Guide to Lubricant Suppliers in UAE: Types, Uses & Industry Standards
When machinery stops, so does production, and in industries like manufacturing, oil and gas, and aviation, downtime can cost millions. That’s why choosing the right lubricant supplier is not just a convenience; it’s a necessity. From high temperature lubricants to industrial hydraulic oil, the UAE market offers a wide array of options. But how do you know which industrial lubricants are right for your operations, and which suppliers you can trust? Let’s explore the different types of lubricants, their uses, industry standards, and how to choose the best lubricant suppliers in the UAE. Whether you’re an engineer, procurement manager, or business owner, this guide will give you practical insights to keep your machinery running efficiently and reliably. Different Types of Industrial Lubricants Choosing the right lubricant is more than picking a bottle off a shelf. Industrial operations demand specific products to withstand pressure, heat, and heavy use. Here’s a breakdown: 1. High Temperature Lubricants Equipment operating in extreme heat, like furnaces, turbines, or foundries needs lubricants that can withstand high temperatures without breaking down. These specialized oils minimize wear, improve energy efficiency, and significantly extend the lifespan of machinery. Example: A steel production facility in Abu Dhabi replaced standard lubricants with high temperature variants and reported a 15% increase in machinery uptime over six months. 2. Industrial Hydraulic Oil Hydraulic systems rely on consistent fluid performance. Using low-quality oils can lead to leaks, increased wear, or catastrophic failures. Industrial hydraulic oil ensures smooth operation and protects sensitive components. 3. General Purpose & Gear Oils For equipment such as motors, gearboxes, and conveyors, general-purpose oils and specialized gear oils offer protection against friction, rust, and corrosion. These are staples in most factories and warehouses. 4. Greases & Specialty Lubricants Greases are ideal for parts that need long-lasting lubrication without frequent reapplication. Specialty lubricants, including aviation and circulation oils, meet niche industrial requirements. The Uses of Lubricant Suppliers in the UAE Finding a reliable lubricant oil supplier in the UAE can dramatically impact operational efficiency. Suppliers offer more than product delivery, they provide expert technical guidance, streamlined inventory management, and full compliance support. Key services to look for in industrial lubricant distributors: On-site technical support and consultation Regular supply of high quality lubricant oil in the UAE Compliance with ISO and ASTM standards Custom solutions for specific industrial needs Why deal with multiple suppliers when a trusted distributor can simplify and streamline your supply chain? Best Pick Energy, a leading lubricant supplier in the UAE, combines international partnerships and in-house expertise to deliver customized solutions, ensuring cost-effective, technically suitable lubricants for diverse industries. Industry Standards & Compliance Lubricants aren’t created equal. Using substandard oils can lead to machinery breakdowns, safety risks, and regulatory fines. Understanding standards ensures you get the protection your equipment deserves. Key standards for industrial lubricants: ISO 9001: Quality management systems for suppliers ASTM D445: Standard test methods for kinematic viscosity API (American Petroleum Institute) Standards: For automotive and industrial oils ISO 6743: Classification for lubricants in various machinery Suppliers that adhere to these standards, such as recognized industrial lubricant distributors, guarantee reliability and long-term machinery health. Real-World Impact of High-Quality Lubricants The right lubricants do more than reduce friction, they save money, energy, and resources. For example: A UAE oil rig switched to premium industrial lubricants and reduced unplanned maintenance by 20%. Manufacturing plants using high temperature lubricants extended equipment life by 18%, cutting replacement costs. Logistics and fleet operators relying on industrial hydraulic oil avoided downtime in hydraulic cranes and forklifts, improving operational efficiency. These examples illustrate why collaborating with reputable industrial lubricant distributors is a smart business move. Common Challenges in Lubricant Sourcing and How Top UAE Suppliers Overcome Them Sourcing high quality lubricants oil in the UAE can sometimes be complicated for industrial operations. Inconsistent Quality: Not all oils meet international standards. Trusted lubricant suppliers in the UAE guarantee certified, high-performance products. Supply Delays: Delays can halt production. Reputable distributors maintain strategic stock levels to ensure timely delivery. Technical Misalignment: Using the wrong oil reduces efficiency. Leading industrial lubricant distributors provide consultation to match lubricants to specific machinery. Environmental Compliance: UAE industries face strict regulations. Top suppliers help navigate local and international compliance requirements. By addressing these challenges, companies reduce downtime, save costs, and maintain high operational efficiency. Why the UAE Is a Growing Hub for Lubricant Manufacturing and Distribution The UAE has emerged as a major hub for producing and supplying industrial lubricants, driven by several important factors: Strategic Location: Access to major shipping routes facilitates fast distribution across the Middle East and Africa. Industrial Growth: The UAE’s expanding oil, gas, and manufacturing sectors drive consistent demand for industrial lubricants. Investment in Technology: Modern refineries and blending facilities enable the production of high-performance and specialty oils. Regulatory Standards: Local standards align with ISO and ASTM guidelines, ensuring high-quality products. As a result, lubricant oil suppliers in the UAE not only serve domestic markets but also export to neighboring regions, strengthening their reputation as reliable partners. Future Trends in the Lubricant Industry: Sustainability, Synthetic Oils & Automation The lubricant industry is evolving rapidly. Understanding these trends can help businesses stay ahead: Sustainability: Eco-friendly oils reduce environmental impact. Biodegradable lubricants are gaining traction in industrial applications. Synthetic Oils: Engineered for extreme conditions, synthetic lubricants improve efficiency, reduce wear, and extend maintenance cycles. Automation & Monitoring: Smart sensors and IoT-enabled lubrication systems allow real-time monitoring, predictive maintenance, and reduced operational downtime. Companies adopting these innovations gain operational resilience and cost savings while contributing to sustainable industrial practices. How to Choose the Right Lubricant Supplier When evaluating lubricant suppliers in the UAE, consider: Product Range: Do they offer high temperature lubricants, industrial hydraulic oil, and general-purpose oils? Technical Support: Can they guide on machinery-specific lubrication needs? Quality Assurance: Look for certifications like ISO, ASTM, and API. Supply Reliability: Timely deliveries prevent costly downtime. Customer Feedback: Check reviews, testimonials, and case studies for credibility. Pro tip: Client testimonials and reviews reveal which suppliers deliver real results, like improved
Why Best Pick Energy LLC Stands Out as the Best Oil & Gas Equipment Supplier in the UAE

Managing work in the oil and gas industry can be challenging. One small mistake or delay can lead to downtime, lost revenue, or safety hazards. That’s why choosing the right chemical supplier is crucial. Best Pick Energy LLC has built a reputation in the UAE as a reliable partner for oil and gas companies. They don’t just supply chemicals, they provide solutions that help operations run smoothly and safely. Whether you need well stimulation chemicals, CCS chemicals, or oil and gas production chemicals, Best Pick Energy LLC delivers products and services that meet industry standards and client expectations. Let’s explore why they stand out as the top choice among the UAE chemical suppliers. Unmatched Expertise in Oil & Gas Chemicals Not all chemical suppliers are the same. The oil and gas industry demands precision, knowledge, and experience. Best Pick Energy LLC has years of experience working with major oilfields, refineries, and downstream facilities. They provide guidance on the right chemicals for every operation stage, including: Well Stimulation Chemicals: Improve oil recovery and ensure maximum production from wells. Downstream Chemicals: Help refine oil safely and efficiently. Oil and Gas Production Chemicals: Prevent corrosion, scale, and other problems that can disrupt operations. Unlike generic chemical suppliers, Best Pick Energy LLC leverages decades of experience in both supply chain management and the technical specifications of each chemical product. Their role extends beyond delivery, they offer guidance, support, and solutions customized to each client’s unique operational needs. Example: A major UAE oilfield operator recently reported a 20% reduction in downtime after switching to Best Pick Energy LLC’s customized oil and gas production chemicals program, highlighting the tangible impact of a knowledgeable chemical supplier in the UAE. A Trusted Bulk Chemical Distributor Reliability is everything when dealing with chemicals for critical operations. Best Pick Energy LLC functions as a bulk chemical distributor, ensuring that clients receive consistent, high-quality supplies without delays. Whether you require CCS chemicals for carbon capture processes or specialty additives for enhanced production, their supply chain guarantees timely delivery. Key advantages include: Bulk Supply Capabilities: Large-scale operations can count on uninterrupted chemical availability. Custom Packaging & Logistics: Chemicals delivered safely, reducing risk and ensuring compliance. Regulatory Compliance: All products meet UAE and international safety standards. Being a dependable bulk chemical distributor ensures that companies don’t face operational delays due to chemical shortages or quality issues. Broad Portfolio of UAE Chemical Solutions A one-size-fits-all approach doesn’t work in oil and gas. Best Pick Energy LLC offers a diverse portfolio designed to meet varied industry requirements: CCS Chemicals: Supporting sustainability initiatives through carbon capture technologies. Well Stimulation Chemicals: Improving oil recovery rates and extending well lifespans. Downstream Chemicals: Enhancing refining processes for quality output. By offering such a wide range, Best Pick Energy LLC ensures that clients can source all necessary chemicals from a single, trusted chemical supplier in the UAE, simplifying procurement and reducing administrative overhead. Many UAE operators previously juggled multiple chemical suppliers for different stages of production. Consolidating with Best Pick Energy LLC has allowed them to streamline operations and reduce supply chain complexity. Commitment to Safety and Sustainability Safety and caring for the environment are a must in the oil and gas sector. Best Pick Energy LLC goes beyond just delivering chemicals, they provide detailed handling instructions, risk assessments, and training to client teams. Their products are selected and tested with strict adherence to environmental and health standards, reinforcing trust and accountability. Training & Advisory Services: Ensuring staff can safely handle and apply chemicals. Eco-Friendly Alternatives: Incorporating sustainable options where possible without compromising performance. Regulatory Expertise: Compliance with UAE regulations and global standards, preventing costly legal or operational setbacks. This proactive approach differentiates them from standard chemical suppliers, turning a routine purchase into a partnership that safeguards people, assets, and the environment. End-to-End Support for Oil & Gas Companies: More Than Just a Supplier Best Pick Energy LLC is more than a chemical supplier, they offer end-to-end support for oil and gas companies. This includes: Technical Consultation: Choosing the right chemicals for each operation. Training & Safety Guidance: Teaching teams how to handle chemicals safely. Supply Chain Management: Coordinating logistics to avoid delays. By providing support at every stage, from procurement to application, they act as a true partner. Clients don’t just receive chemicals, they gain expertise, reliability, and operational efficiency. How Best Pick Energy LLC Strengthens the UAE’s Energy Sector Beyond serving individual companies, Best Pick Energy LLC contributes to the UAE’s broader energy sector by: Enhancing Production Efficiency: Their chemicals improve oil recovery and reduce downtime. Supporting Sustainability: Offering CCS chemicals and eco-friendly solutions. Boosting Local Expertise: Providing training and guidance for local teams. Ensuring Safety Compliance: Reducing accidents and environmental risks. Their commitment to quality, safety, and innovation helps the UAE maintain its position as a global energy leader. By working with UAE chemical suppliers such as Best Pick Energy LLC, companies can achieve greater efficiency and safer operations. Why UAE Companies Prefer Best Pick Energy LLC? When evaluating chemical suppliers in the UAE, several factors make Best Pick Energy LLC a top choice: Reliable bulk supply chain Extensive product portfolio, including CCS chemicals and downstream chemicals Technical expertise in well stimulation and production chemicals Focus on safety, compliance, and sustainability Personalized customer service and operational support Why settle for multiple suppliers with inconsistent quality when Best Pick Energy can be your trusted partner for all your oil and gas chemical needs? With Best Pick Energy, you get a reliable supply, expert guidance, and peace of mind all in one place. Take Action: Partner with the UAE’s Leading Chemical Supplier Choosing the right chemical supplier is key for companies in the oil and gas industry. Best Pick Energy LLC combines expertise, reliability, and a broad portfolio of high-quality chemicals to ensure operations run smoothly, safely, and efficiently. Ready to streamline your chemical procurement and boost operational efficiency? Visit Best Pick Energy LLC today and discover why they are the preferred chemical supplier that UAE companies trust
Essential Oil and Gas Equipment for Safe and Efficient Operations

Working in the oil and gas industry means dealing with some of the hardest environments on the planet. Drilling sites face extreme pressure, heat, corrosive chemicals, and demanding workloads that test the strength and reliability of every tool on site. In such conditions, choosing the right equipment for oil and gas becomes critical for operational safety, cost control, and uninterrupted production. From drilling to processing and moving products, every piece of equipment helps keep operations running smoothly. The companies supplying this machinery also matter. The right oil and gas equipment distributor helps businesses access reliable, certified, and high-performance products that keep operations running at full efficiency. This blog explores the most essential oil and gas tools and equipment that today’s operators rely on for safe and efficient operations, as well as how smart sourcing can enhance productivity and reduce downtime. Why Choosing the Right Equipment Matters Oilfield operations depend heavily on precision. Even a small mechanical failure can create ripple effects such as: Production delays Safety hazards Higher maintenance costs Equipment damage Increased operational stress To prevent these challenges, companies need durable, well-engineered equipment for oil and gas that meets industry standards and is built for extreme conditions. The right machinery extends asset life, reduces unexpected shutdowns, and helps crews work with confidence. Key Types of Essential Oil and Gas Equipment Oil and gas operations require a wide range of machinery and supplies at every stage, from exploration to refining. Here are the essential types of equipment for safe, efficient operations. 1. Exploration and Drilling Equipment Drilling operations form the foundation of the oilfield lifecycle. Specialized oil and gas tools and equipment are needed to locate reservoirs and safely access them. Common technologies include: Drill bits Mud pumps Kelly hoses Blowout preventers (BOPs) Rotary tables Drilling rigs These tools must withstand high torque, pressure, and friction while ensuring worker safety. A dependable oil and gas equipment distributor ensures that drilling teams receive high-quality components that perform reliably in remote and demanding locations. 2. Production Equipment Once the reservoir has been accessed, production systems come into play to extract oil and gas and bring them to the surface. Some essential production equipment includes: Wellheads Christmas trees Artificial lift systems Separators Flowlines These devices help regulate flow, maintain pressure, and ensure continuous and controlled extraction. Selecting the right equipment for oil and gas production reduces operational failures and improves well performance. 3. Processing and Refining Equipment Before oil and gas are ready for the market, they must be treated and cleaned through several processing steps. During these stages, facilities depend on equipment such as: Desalters Heat exchangers Compressors Fractionation towers Pumps and valves These units must handle corrosive substances and operate continuously at high temperatures. Many suppliers for the oil and gas industry focus on providing machinery that offers greater energy efficiency, automation, and long operating life. 4. Storage and Transportation Systems Oil and gas products must be securely stored and moved across long distances, often through harsh environments. Common storage and transport equipment includes: Storage tanks Pipelines Loading arms Tanker trucks Pumping stations Reliable oil and gas tools and equipment help ensure that products stay secure during transport and comply with safety and environmental regulations. 5. Safety and Environmental Control Equipment Given the industry’s hazards, safety equipment is mandatory at every stage. These include: Gas detection systems Fire suppression units Explosion-proof lighting Personal protective equipment Emergency shutdown systems Modern suppliers for the oil and gas industry also offer advanced systems to minimize emissions and reduce environmental impact. What to Look for When Choosing Oil and Gas Equipment Suppliers Selecting the right oil and gas equipment distributor is as important as selecting the right machinery. Here are the key selection criteria. Certified and Compliant Equipment Safety standards are strict in the oilfield sector. Successful operations require equipment that complies with: API standards ISO certifications Local regulatory requirements Working with certified suppliers for the oil and gas industry ensures that equipment is reliable and meets compliance standards. Material Strength and Durability Harsh field conditions demand equipment built from high-grade alloys, corrosion-resistant steel, and durable seals. The right equipment for oil and gas demonstrates long service life and low maintenance needs. Availability of Spare Parts and After-Sales Support Downtime can cost millions. A dependable oil and gas equipment distributor: Maintains stock availability Provides fast delivery Supports with maintenance Offers easy access to spare parts This ensures operations continue smoothly with minimal disruption. Product Range Whether a business requires valves, pumps, drilling systems, or production machinery, large-scale suppliers for the oil and gas industry provide a complete portfolio so companies can order everything from one source. Best Pick Energy is an excellent choice in this regard, offering a comprehensive product lineup supported by dependable service and technical expertise. Benefits of Using Reliable Oil and Gas Equipment Companies that invest in high-quality oil and gas tools and equipment enjoy multiple benefits: Reduced Downtime Reliable equipment means fewer unexpected failures and continuous production flow. Lower Maintenance Costs Quality systems require fewer replacements and longer service intervals. Improved Worker Safety Equipment that meets standards helps protect workers from hazards like gas leaks, blowouts, and equipment failure. Better Operational Efficiency Advanced equipment boosts extraction rates, reduces waste, and improves workflow across the supply chain. Future Trends in Oil and Gas Equipment The industry is rapidly changing due to technology adoption. Modern equipment for oil and gas now includes: IoT-based monitoring Automated shutoff systems AI-driven drilling analytics Energy-efficient separators and heat exchangers Predictive maintenance tools Leading suppliers for oil and gas industry are incorporating smart technologies to help clients cut costs, improve accuracy, and enhance equipment lifespan. Smart Equipment Choices Lead to Safer, Better Results Oilfield success depends on using dependable, high-performance machinery across drilling, production, processing, transportation, and storage. Companies that partner with a reliable oil and gas equipment distributor gain access to safe, durable, well-engineered solutions that support continuous and efficient operations. With the right equipment for oil and gas, businesses can reduce downtime, increase production, and
Types of Drilling Tools Used in Oil and Gas Exploration

Oil and gas don’t sit neatly at the surface. They’re buried deep under layers of rock, sand, and pressure. Getting to them means drilling, and drilling means relying on a kit of specialised drilling tools for oil and gas. These aren’t just fancy add-ons; they’re the reason a well can even be made. Without them, the rig is just metal sitting on the ground. Think of these tools as the unsung crew members working out of sight but making sure the job gets done. Overview of Drilling in Oil and Gas Exploration Exploration drilling is a lot like carving a tunnel, except straight down. The target is to cut through thousands of metres of rock while keeping the hole open and safe. The rig does the heavy lifting, but it’s the equipment for oil and gas —bits, pipes, pumps, and blowout preventers —that handles the fine details. These tools cut, cool, stabilise, and control pressure all at once. If one fails, the whole operation slows or even stops. That’s why crews say the well is only as strong as the tools you send down. Categories of Drilling Tools The main categories of drilling tools for oil and gas can be broken down like this: Drill Bits: At the sharp end, they cut through rock. Whether crushing or slicing, they’re the first to meet the formation. Drill Pipes: Long steel tubes that link the surface to the bit while moving drilling mud back and forth. Without them, there’s no connection. Drill Collars: Thick, heavy pipes that give the bit the force it needs to keep digging. They also help keep vibration under control. Stabilisers: Tools that steady the drill string so the wellbore doesn’t wander off line. A slight tilt early can cause problems later. Blowout Preventers: Safety guards that shut the well if pressure builds too high. They’re rarely used, but when they are, they save lives. Each category is different, yet every one is essential for a successful well. Types of Drilling Tools Now let’s get into the specific tools crews actually use on the ground. Roller Cone Bits: Old but dependable, these use rotating cones with teeth or inserts to crush hard rock. They’re slow compared to newer bits but still get the job done. PDC Bits: Polycrystalline diamond compact bits cut faster, last longer, and have become the industry’s favourite for many formations. They’re built for efficiency. Drill Pipes: These aren’t just hollow tubes. They face constant stress while carrying drilling fluid and handling the weight of the whole string. Drill Collars: Heavy sections that add the downward push. Without collars, even the sharpest bit would just spin on the spot. Mud Pumps: Workhorses that move drilling fluid through the system. The mud cools, cleans, and balances pressure all at once. Blowout Preventers: The safety net. Sitting at the surface, they clamp the well shut when things get risky. Look at them together and you see the backbone of modern drilling. Role of Each Tool in the Drilling Process Every tool has a role in the chain, and none of them can be skipped. Drill Bit: Cuts through the formation, setting the pace of progress. If it dulls, drilling slows immediately. Drill Collar: Provides weight and steadiness, making sure the bit actually bites into rock. Drill Pipe: Connects the rig to the bit while moving mud up and down the well. It’s the lifeline of the system. Stabilisers: Prevent the drill from veering sideways. A straight hole saves huge amounts of money later. Mud Pumps: Keep the fluid circulating, cooling the bit and carrying cuttings back to the surface. Without them, heat and debris would shut things down. Blowout Preventers: Only used in emergencies, but they’re the most trusted safety tool on site. Together, these make drilling not just possible but controlled and safe. Advancements in Modern Drilling Tools Things have changed a lot in the past few decades. Bits aren’t just steel anymore; they use diamond layers that last longer and cut cleaner. Tools downhole now carry sensors that send real-time data to the surface. This lets operators steer wells with surprising accuracy, even bending them to reach reservoirs that were once out of reach. Rotary steerable systems are a game-changer here. And mud pumps? They’re built tougher, with automation that adjusts pressure instantly. Equipment for oil and gas is no longer just hardware; it’s smart, responsive, and built to save both time and money. Challenges and Maintenance of Drilling Tools Drilling tools face harsh conditions every single day. Here are the usual headaches: Bit Wear: Rock formations grind down bits fast, so replacements are frequent. Some wells chew through bits like sandpaper. Pipe Fatigue: Drill pipes bend and stretch constantly. Small cracks can lead to sudden failures if ignored. Pump Failures: Mud pumps are under constant pressure. Even a minor leak can stall drilling and cost thousands in delays. BOP Checks: Blowout preventers need strict inspections. If they fail, the consequences are catastrophic. Keeping completion tools in oil and gas in top shape means routine checks, preventive swaps, and using the best parts. Skipping maintenance almost always ends up costing more. Conclusion Drilling is never about one tool doing all the work. It’s about a whole system where each part knows its role. The bit cuts. The collar adds weight. The pipe carries fluid. The pump circulates. The stabiliser keeps the path straight. And the blowout preventer stands ready in case the well pushes back. Technology keeps making these tools sharper, stronger, and smarter, but regular maintenance is still the secret to keeping them reliable. In the end, the right drilling tools for oil and gas don’t just make exploration possible: they make it safe. FAQ What are the main types of drilling tools used in oil and gas exploration? The main types include drill bits, drill pipes, drill collars, stabilisers, mud pumps, and blowout preventers. These pieces of equipment for oil and gas form the core of every well. How do mud pumps
Types of Protective Clothing and Their Industrial Applications

Protective clothing is everywhere in industry. Helmets. Boots. Gloves. Jackets. People wear them because the risks are real. Sparks, spills, falling objects, sharp steel. Without gear, accidents happen. With it, the chance drops. It does not remove risk, but it makes work possible. Employers know this is often the difference between a safe shift and an injury report. What Is Protective Clothing? Protective clothing means garments that shield workers from hazards. Fire resistant coveralls, chemical suits, insulated gloves, face shields. Everyday uniforms do not work here. They burn, they tear, they soak through. Protective gear is built to resist. Companies rely on PPE suppliers to provide equipment that meets tested standards. The supplier often advises on what works for a particular site. Having the right guidance can save both money and accidents in the long run. Importance of Protective Clothing in Industrial Settings Industrial jobs are never risk-free. One mistake, one spill, one spark, and the consequences are serious. Protective clothing reduces this. It gives workers a barrier and gives companies legal cover under safety rules. It also keeps operations moving. When people feel safe, they work better. Good protective clothing suppliers help keep this chain in place by ensuring steady supply. If gear is missing, tasks get delayed or sometimes cancelled altogether. Types of Protective Clothing There are many kinds. Each built for a hazard. Flame resistant gear for welders, electricians, oil workers. Chemical suits for acids, solvents, vapours. High visibility jackets for traffic zones or low light. Cut resistant gloves, aprons, jackets for glass and blades. Thermal gear for foundries and cold storage. Electrical suits and insulated gloves for utility staff. Disposable masks, gowns, and coveralls for food and healthcare. Every type exists because no single garment protects against everything. Having the right mix across a site often makes the whole operation safer. Industrial Applications of Protective Clothing Industries apply these differently. Construction crews rely on helmets and reflective vests. Oil and gas workers wear flame resistant suits every day. Chemical plants and labs need sealed suits for dangerous substances. Hospitals use disposable gloves, gowns, and masks. Food processing plants depend on cleanroom clothing. Miners need boots and cut resistant gear for rough sites. Electricians use insulated gloves and arc rated clothing. In each case, clothing is tied directly to the hazard of the job. Without it, many of these industries could not function safely at all. How to Choose the Right Protective Clothing for Your Industry Selection is not random. It begins with risk checks. Fire. Chemicals. Electricity. Sharp edges. Each risk demands its own solution. Then check standards. Comfort matters too because gear left unworn is useless. Durability saves money over time. Cheap clothing fails faster. Most companies rely on PPE workwear suppliers for certified products. Testing new gear with a small team before larger orders is often wise. Feedback from workers usually highlights problems management might miss. Maintenance and Safety Compliance Protective clothing must be looked after. If not, it fails. Inspect for tears, fading, weak seams. Clean using correct methods. Wrong washing destroys layers. Store in dry, shaded areas. Moisture and sunlight shorten lifespan. Replace gear when protection is gone. Run regular audits to confirm compliance. Records of inspections also help trace problems after an accident. A simple logbook or checklist can make a big difference in accountability. Future Trends in Industrial Protective Clothing Protective gear is changing. Fabrics are stronger but lighter. Some clothing now comes with sensors that check temperature or detect gas. Sustainability is another shift. Many protective clothing suppliers are developing recyclable and eco-friendly gear. The future is about safety and responsibility together. These changes will also make clothing more comfortable, which increases worker compliance. Conclusion Protective clothing is a foundation of industrial safety. It lowers accidents and keeps industries running. From chemical suits to reflective jackets, every piece matters. Companies that partner with reliable PPE suppliers give workers protection and peace of mind. The work is still hard. The hazards remain. But clothing makes it safer. At the end of the day, it means workers return home in one piece. FAQs What is protective clothing, and why is it important in industrial work? It is gear built to stop hazards from reaching the body. Fire, chemicals, electricity, sharp tools. It matters because it lowers accidents and keeps people safe. Without it, many jobs would not be possible. What are the main types of protective clothing used in industries? Flame resistant gear, chemical suits, high visibility clothing, cut resistant wear, thermal clothing, electrical gear, disposable coveralls. Every type plays a role in different work environments. Which industries require flame resistant protective clothing? Oil and gas, welding, firefighting, and electrical work. In these jobs, fire is not just a possibility, it is a constant presence. What type of protective clothing is best for chemical handling? Full suits with gloves, boots, and goggles. They provide the strongest barrier against spills and fumes. Extra face protection is often added in high-risk environments.
Latest Innovations in Industrial Lubricants for High-Performance Machinery

Step into any industrial site in Dubai or Abu Dhabi and you’ll notice the same thing: machines running flat out. Heat, pressure, dust — all working against them. Without lubrication, they’d seize in hours, not years. That’s why industrial lubricants are no longer treated as an afterthought. The products on the market now are tougher, smarter, and in some cases even able to “talk back” through sensors. Companies that ignore these changes usually end up with higher costs and more downtime. The Role of Industrial Lubricants in High-Performance Machinery Friction is the enemy of every moving part. A shaft turning inside a bearing. A piston moving up and down. Without a barrier, that constant contact creates wear and wasted energy. Industrial lubricants reduce that drag, protect surfaces, and carry away heat. They also trap fine dust and metal particles that could otherwise scratch up expensive components. In high-performance machinery like turbines, compressors, or CNC lines, the wrong oil or grease can mean breakdowns that cost millions. Even simple industrial grease in a bearing can decide whether a production line makes its quota or grinds to a halt. Key Challenges in Traditional Lubrication Older oils and greases aren’t cutting it anymore. Their weaknesses show up fast under modern conditions: Heat breakdown: Mineral oils thin out when temperatures spike. In Gulf summers, or inside furnaces, that happens almost daily. Contamination: Dust, sand, and chemicals creep in, turning lubricants into sludge that needs replacing early. Uneven coverage: Greasing by hand leaves gaps. One dry spot is enough to damage a bearing. Environmental hassle: Old lubricants are hard to dispose of and often fall short of current green standards. Latest Innovations in Industrial Lubricants The last decade has seen lubrication move from “basic fluid” to “engineered solution.” A few standouts: Synthetic oils: Designed to hold shape under extreme heat and loads, they stay stable where older oils collapse. Nano additives: Tiny particles build an invisible layer on surfaces, lowering wear you’d never spot with the eye. Eco lubricants: Biodegradable blends that don’t poison the environment yet still hold up in harsh conditions. Smart lubricants: Paired with sensors, they send back live data on viscosity, contamination, and performance. Engineers get warnings before things break. Benefits of Advanced Industrial Lubricants Why bother changing from the old stuff? The payoffs are obvious once the switch is made: Longer service life: Components run smoother and stay healthy for years instead of months. Energy cuts: Less resistance means motors pull less electricity. That shows up in the power bill. Less downtime: Repairs and shutdowns become rare. Production doesn’t stall. Cleaner footprint: Biodegradable lubricants keep disposal simple and keep regulators off your back. Supplier backing: A good industrial lubricants supplier isn’t just selling oil. They help match products to machinery, saving costs down the line. Industry Applications of Innovative Lubricants Every sector is finding its own angle with these products: Manufacturing: CNC machines in Sharjah rely on synthetic oils that don’t fade under constant stress. Automotive: Workshops across Dubai use industrial grease enhanced with additives to keep suspension parts from grinding. Energy plants: Gas turbines and compressors now depend on smart lubricants that ping alerts before overheating or wear sets in. Food processing: Non-toxic, safety-compliant lubricants keep gear running while staying safe for human contact. Future Trends in Industrial Lubricant Technology What’s coming next? Smarter and greener. Smart oils tied to IoT dashboards are already appearing. Research into self-healing lubricants could mean scratches or minor wear fix themselves while the machine runs. Environmental regulations will only push harder, so biodegradable oils and greases will take more of the market. And as machinery gets faster and heavier, industrial oil suppliers will need to keep pushing formulas that won’t break under pressure. How to Choose the Right Lubricant for High-Performance Machinery The reality is, choosing the right lubricant isn’t about picking the priciest drum. It’s about knowing what the machine actually goes through. High heat? Heavy loads? Exposure to water or dust? Once that’s clear, the next step is sitting down with trusted industrial oil suppliers to find the right fit. For some, smart lubricants are worth the upfront cost. For others, synthetics or eco blends are enough. The wrong choice shows up quickly, usually as downtime. The right choice saves money before the year is out. Conclusion Machines don’t care about excuses. They care about lubrication. Advanced industrial lubricants are letting companies run longer, safer, and at lower cost. From synthetic oils to nano additives and smart greases, the game has shifted. Businesses that work with the right industrial lubricants supplier are already seeing the payoff. In factories, in workshops, and in power plants, it isn’t just about keeping the wheels turning. It’s about protecting the bottom line. FAQs What are smart lubricants, and how do they work with sensor technology? They’re advanced oils or greases that feed data from inside machines. The sensors track viscosity, heat, and contamination, giving engineers early warning before breakdowns. How do advanced lubricants reduce maintenance costs in machinery? They resist heat, pressure, and contamination longer. That means fewer oil changes, fewer parts worn out, and fewer service calls. Which industries benefit the most from innovative industrial lubricants? Automotive, aerospace, power, food processing, and heavy manufacturing. Any sector where downtime is expensive. Are high-temperature and extreme-pressure lubricants necessary for all heavy machinery? No. They’re critical for high-heat industries like steel and energy. Lighter-duty equipment often runs fine on synthetic oils or standard industrial grease. What future trends are expected in industrial lubricant technology? More IoT-linked smart oils, wider use of biodegradable products, and research into self-healing lubricants that may one day extend machine life dramatically.
What Is an Orifice Plate? A Complete Beginner’s Guide
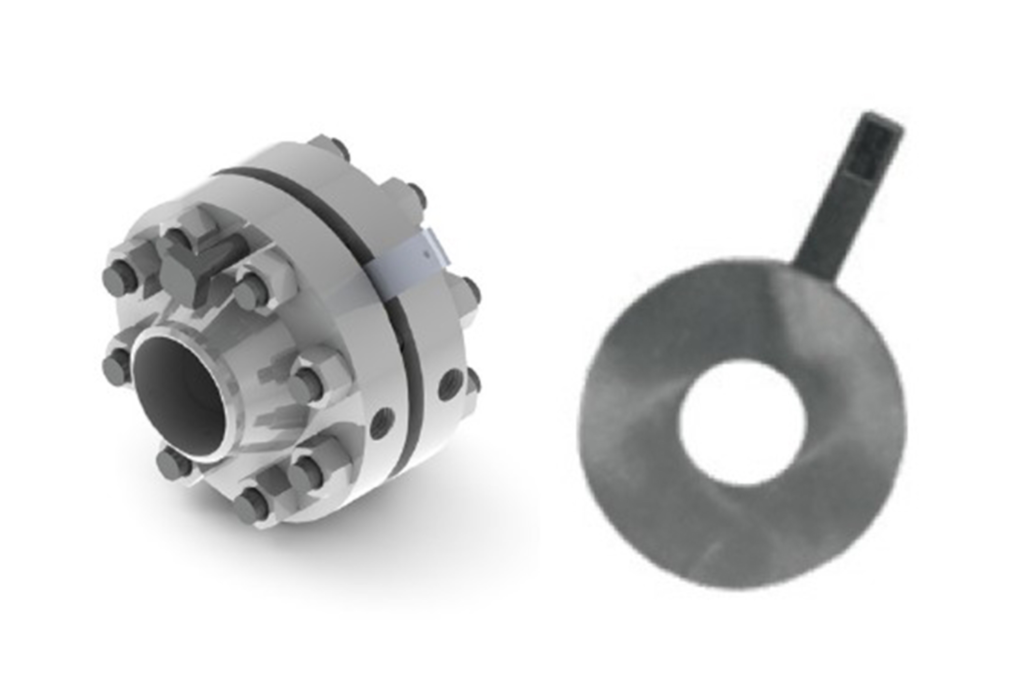
Measuring flow in a pipe does not always need complex gear. Sometimes the simplest piece of metal does the trick. That piece is the orifice plate. At first glance, it is only a disc with a hole, but it has become one of the most used flow devices worldwide. Ask an orifice plate supplier and they will tell you: industries still rely on it because it is cheap, effective and easy to use. What Is an Orifice Plate? An orifice plate is just a thin plate, usually stainless steel, with a hole in the center. It is fitted inside a pipe between flanges so the fluid is forced through the opening. That causes a pressure drop. By measuring the drop, engineers can work out the flow rate. You will find them in power plants, oil facilities and water treatment sites. Every orifice plate vendor keeps them in stock because demand never really fades. How Does an Orifice Plate Work? The working idea is simple. When fluid squeezes through the small hole in the orifice plate, it speeds up. Faster flow means lower pressure. Two pressure taps, one before the plate and one after, record the change. That change is used to calculate flow. No moving parts, no complex systems. Just a plate and physics doing the job. In practice, that is why it is still so common. Types of Orifice Plates Different fluids need different plates. The main types are: Concentric: hole in the middle, good for clean fluids. Eccentric: hole closer to the edge, useful when solids are present. Segmental: half-circle cut, lets particles flow through. Quadrant edge: rounded inlet, works best with thin fluids and low rates. Choosing wrong can lead to clogging or poor accuracy. This is why most engineers talk to an orifice plate supplier before placing an order. Applications of Orifice Plates in Industry The orifice plate shows up in many fields. Oil pipelines use it to monitor crude and gas. Water plants use it to measure supply. Chemical factories depend on it for process control. Power stations measure steam with it. Even small research labs pick one up from an orifice plate vendor because it is affordable and dependable. You will often see it wherever flow needs to be tracked without spending too much. Advantages of Using Orifice Plates The orifice plate has plenty of upsides: Low price and easy to source from an orifice plate supplier. Simple design, no moving parts to break down. Works for gases, liquids and steam. Standard sizes make replacements straightforward. Long history, so performance is predictable. In short, it balances cost and function better than many alternatives. Limitations of Orifice Plates It is not all good news. The orifice plate does have weaknesses: Permanent pressure loss. Accuracy drops at very low or unstable flow. Sharp edges wear out with time. Clogging if used with dirty fluids and the wrong plate type. Narrower range compared to modern flow meters. A trusted orifice plate vendor will usually point these out and help you choose the right plate for your system. Orifice Plate Installation Basics Installing an orifice plate looks simple but needs care. The plate is clamped between two flanges with the hole centered in the bore. The beveled edge must face downstream. Straight pipe sections before and after the plate keep flow steady. Get any of this wrong and the readings will be off. For this reason, many companies rely on an orifice plate supplier for advice during installation. Maintenance and Common Issues The orifice plate does not demand constant attention, but it is not maintenance-free either. Issues often seen are: Erosion when fast fluids wear down the edge. Deposits that block the opening. Incorrect orientation during fitting. Leaks at the flanges due to worn gaskets. Routine checks solve most of these. A reliable orifice plate vendor often suggests a service schedule to avoid bigger problems later. Orifice Plate vs Other Flow Measurement Devices Other meters exist. Venturi meters waste less pressure but are bulky and expensive. Turbine meters are accurate but moving parts wear out. Ultrasonic meters are advanced and precise but need specialist setup and cost a lot. An orifice plate supplier offers a middle-ground option. Cheap, simple, and still widely trusted. That is why it is still chosen, even when other devices are available. Conclusion The orifice plate proves that simple tools can last. It is not flawless, but it is cheap, reliable and easy to install. With routine checks it can run for years without trouble. Whether you order from an orifice plate supplier for a new system or go to an orifice plate vendor for a replacement, this small disc remains one of the most practical flow measurement tools. For many industries, it is still the first choice. FAQs What is an orifice plate used for? It is used to measure flow of liquids, gases or steam by creating a pressure drop across the hole. You will see it in pipelines and plants worldwide. How does an orifice plate measure flow? It measures flow by comparing the pressure before and after the plate. The difference is converted into flow rate. What are the main types of orifice plates? The common ones are concentric, eccentric, segmental and quadrant edge. Each design suits different flow conditions. Which industries commonly use orifice plates? Industries like oil and gas, chemical plants, water treatment and power generation all use them. Smaller setups also buy from an orifice plate supplier when they want an affordable solution.
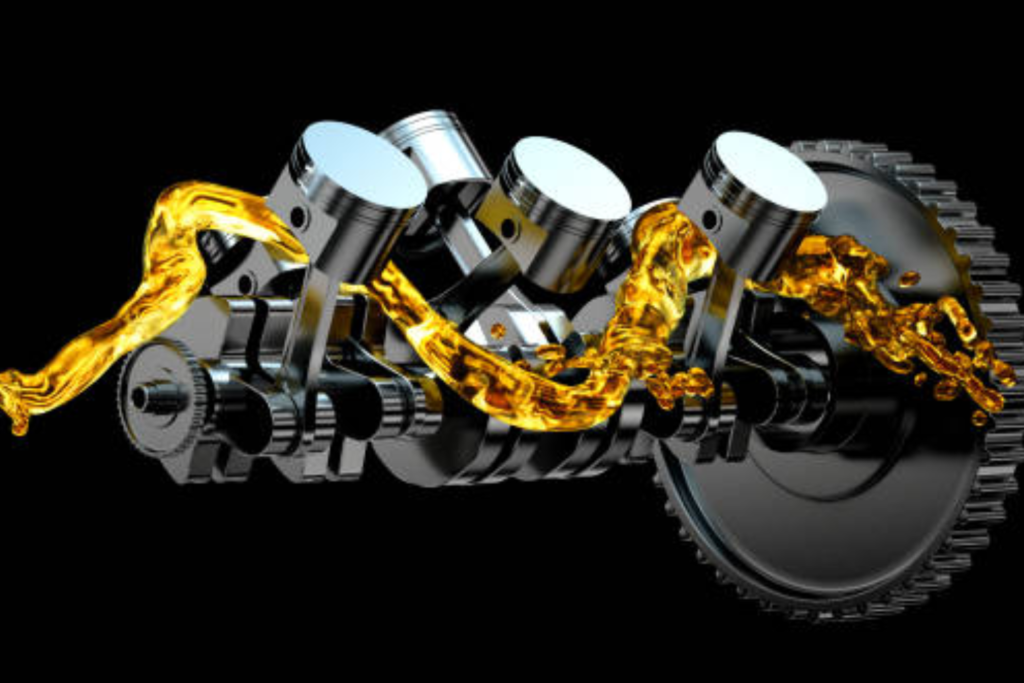
What Are Industrial Lubricants and Their Role in Heavy Machinery Maintenance

Heavy machinery downtime costs manufacturers valuable time and disrupts production schedules, a reality that keeps maintenance managers awake at night. The secret to keeping machines running smoothly, and avoiding major breakdowns, often lies in one essential step: proper lubrication. Industrial lubricants serve as the lifeblood of heavy machinery, protecting millions of dollars in assets while ensuring operational efficiency and worker safety in demanding industrial environments. Let’s know in detail about industrial lubricants and their role in heavy machinery maintenance. What Are Industrial Lubricants? Industrial lubricants are specialized substances, typically oils or greases, designed to reduce friction, wear, and corrosion between moving parts in machinery. Unlike everyday lubricants, these are formulated to withstand extreme conditions common in industrial settings, including heavy loads, high temperatures, and continuous operation. They are complex mixtures of base oils (mineral, synthetic, or semi-synthetic) and additives that enhance specific properties like viscosity, thermal stability, and oxidation resistance. A reliable lubricant supplier understands these complexities and provides solutions tailored to diverse applications. Why Lubricants Are Essential for Heavy Machinery Heavy machinery operates under immense stress. Without proper lubrication, metal-on-metal contact would lead to rapid wear, overheating, and eventual catastrophic failure. Industrial lubricants act as a protective film, separating moving surfaces and minimizing friction. This translates directly to several benefits: Friction Reduction and Energy Efficiency: Proper lubrication reduces friction by up to 90%, directly translating to lower energy consumption and reduced operational costs. For manufacturers running multiple heavy machines 24/7, these energy savings compound significantly over time. Heat Dissipation: Heavy machinery generates substantial heat during operation. Industrial lubricants absorb and transfer this heat away from critical components, preventing thermal degradation and maintaining optimal operating temperatures. High-temperature lubricants are specifically formulated for equipment operating in extreme thermal environments, such as steel mills, foundries, and automotive manufacturing plants. Contamination Control: Lubricants act as cleaning agents, suspending contaminants like metal particles, dust, and moisture, preventing them from causing abrasive wear or corrosion. This protective function extends component life and reduces maintenance frequency. Corrosion Protection: Many industrial environments expose machinery to moisture, chemicals, and other corrosive elements. Quality industrial lubricants contain rust and corrosion inhibitors that create a protective film on metal surfaces, preventing oxidation and chemical degradation. How Industrial Lubricants Work in Heavy Machinery Maintenance Effective heavy machinery maintenance heavily relies on the strategic application of industrial lubricants. They are integral to preventive maintenance programs, ensuring machines run optimally and predictably. Lubricants perform several key functions within a machine: Creating a Hydrodynamic Film: In many applications, the lubricant forms a pressurized film that completely separates moving surfaces, preventing direct contact even under heavy loads. Boundary Lubrication: When speeds are low or loads are extremely high, a full hydrodynamic film might not form. In such cases, special additives in industrial lubricants create a protective chemical film on the metal surfaces, preventing seizure. Cooling and Sealing: Beyond friction reduction, lubricants contribute to cooling critical components and, in some systems, act as a sealant, preventing leaks and ingress of contaminants. Shock Absorption: In gearboxes and other heavy-duty applications, the lubricant can dampen shocks and vibrations, reducing stress on components. Choosing the Right Industrial Lubricant for Heavy Machinery Selecting the correct industrial lubricant is not a one-size-fits-all decision. It requires a detailed understanding of the machinery, operating conditions, and environmental factors. Here are key considerations: Operating Temperature: For machinery exposed to extreme heat, high-temperature lubricants are indispensable. These are formulated with synthetic base oils and advanced additives to resist thermal breakdown and maintain stability. Load and Speed: High loads and speeds demand lubricants with higher viscosity and strong film strength to prevent metal-to-metal contact. Environmental Conditions: Dust, moisture, and chemical exposure necessitate lubricants with enhanced sealing, anti-corrosion, and oxidation resistance properties. Machine Manufacturer Specifications: Always adhere to the lubricant specifications provided by the original equipment manufacturer (OEM) to ensure compatibility and warranty compliance. Application Type: Different components (e.g., gears, bearings, hydraulic systems) require specific types of industrial lubricants designed for their unique demands. Engaging with a knowledgeable industrial lubricants distributor can provide expert guidance in this selection process. Lubrication Best Practices in Heavy Machinery Maintenance Even the best industrial lubricants will fail if not managed correctly. Implementing best practices is crucial for maximizing their benefits and extending machinery life. Regular Oil Analysis: Periodically analyzing lubricant samples can detect early signs of wear in machinery, contamination, or lubricant degradation, allowing for proactive maintenance. Proper Storage and Handling: Lubricants must be stored in clean, dry conditions to prevent contamination and degradation. Proper handling procedures minimize the risk of introducing impurities during application. Correct Application Methods: Using the right amount of lubricant, applied via the correct method (e.g., grease gun, automated system), is vital. Over-lubrication can be as detrimental as under-lubrication. Filtration: Maintaining clean lubricant through effective filtration systems is paramount to remove wear particles and contaminants, ensuring the lubricant’s longevity and effectiveness. Training: Ensure maintenance personnel are adequately trained in lubrication principles, product selection, and application techniques. Your chosen lubricant supplier can often provide valuable training resources. Future Trends in Industrial Lubricants for Heavy Machinery The lubricants industry continues evolving to meet emerging challenges and opportunities in industrial maintenance. Sustainability and Bio-Based Options: Environmental regulations and corporate sustainability goals drive the development of biodegradable, renewable-source industrial lubricants. Modern bio-based products match or exceed petroleum-based alternatives in performance while reducing environmental impact. Extended Drain Intervals: Advanced formulations allow longer service intervals without compromising protection. Some synthetic industrial lubricants now achieve drain intervals three to five times longer than conventional products, reducing waste and maintenance labor. Condition-Based Maintenance Integration: Smart sensors and IoT technology enable real-time monitoring of lubricant condition and equipment health. These systems optimize maintenance schedules based on actual conditions rather than arbitrary time intervals. Specialized High-Performance Formulations: As machinery becomes more sophisticated and operates under increasingly demanding conditions, lubricant suppliers develop more specialized products. High-temperature lubricants now perform reliably at temperatures once considered impossible. At the same time, extreme pressure formulations handle loads that would have destroyed earlier products. Powering Performance: The Indispensable Role of Industrial